- 1851
- 产品价格:500.00 元/个 起
- 发货地址:重庆大足 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:152108097公司编号:21241610
- 李义平 微信 139838970..
- 进入店铺 在线咨询 QQ咨询 在线询价
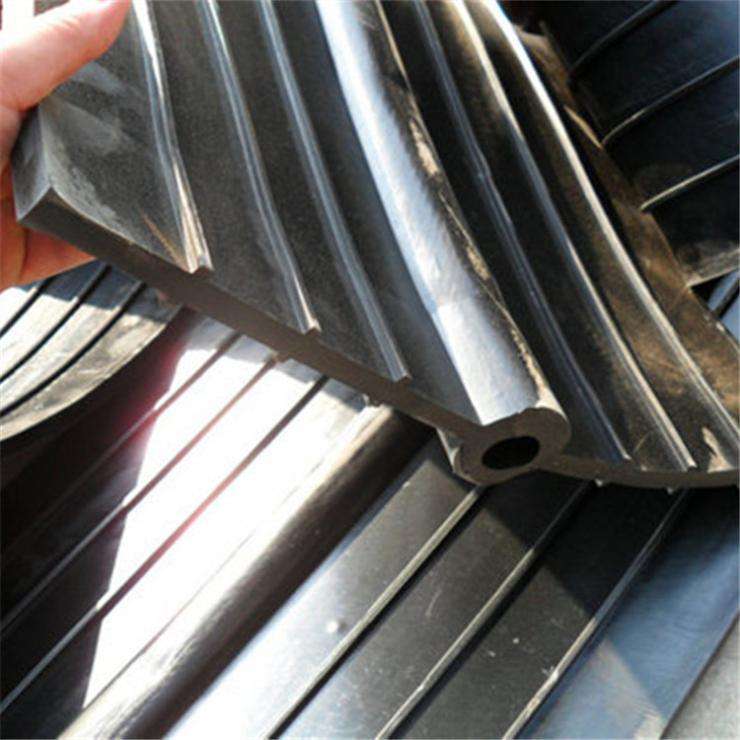
江北区橡胶垫
- 相关产品:
为什么要规定加药顺序
加药顺序的目的在于提高炼胶效率,保证混炼胶料的质量。一般说来其加药顺序为:(1)加塑炼胶软化, 便于和配合剂混合。(2)加入小药:、硬脂酸、促进剂、防老剂等,这些都是胶料重要成份,首先加入便于它们能均匀地分散在胶料中。(3)炭黑或其它填充剂如陶土、碳酸钙等。(4)液体软化剂,胶料膨润使炭黑和胶易于混合。若不按这加药顺序进行(特殊要求的配方除外),就会严重影响混炼胶料质量。
混炼胶料为什么产生比重过大过小
造成的原因有配合剂称量不准,漏配和错配。炭黑,,碳酸钙多于规定用量而生胶、油类增塑剂等少于规定用量,均会出现胶料比重**过规定的情况。反之,结果亦相反。另外进行胶料混炼时,粉剂飞扬过多或粘于容器壁上(如小药盒上),加料未能倒干净,均能造成胶料比重过大或过小,改进办法就是核对配合时称量有没有差错,加强操作,防止粉剂飞扬和注意胶料混炼均匀。
为什么开放式炼胶机两个辊要有一定的速比
开放式炼胶机设计速比的目的在于加强剪切作用,对胶料产生机械磨擦和分子链断裂,促进配合剂的分散。另外前滚速度慢,还有利于操作,有利于安全生产。
为什么混炼胶料放置时间长了会"自硫"
混炼胶料放置期间产生"自硫"的原因主要是:(1)使用的硫化剂,促进剂太多;(2)装胶容量大,炼胶机温度过高,胶片冷却不够;(3)或过早加硫,药料分散不均造成促进剂和局部集中;(4)停放不当,即停放场所温度过高,空气不流通等。
联系手机是13983897028, 主要经营重庆市大足区鑫晨摩托车配件有限公司是专业的橡胶制品加工厂家。主要提供:橡胶密封件、橡胶圈、橡胶管、橡胶条、橡胶套、橡胶垫、橡胶板、橡胶支座、橡胶棒等产品。 。
单位注册资金单位注册资金人民币 100 万元以下。
{kind=link}